Surgélation : Trois innovations pour une décongélation réussie
La surgélation est utilisée depuis des années pour conserver les produits alimentaires de façon sûre. Aujourd’hui, les consommateurs restent en attente de produits surgelés sains dont la qualité et la valeur nutritionnelle intrinsèques restent préservées. A cet effet, de nombreux fabricants d’aliments surgelés ont intégré des solutions cryogéniques en raison de leurs températures de surgélation beaucoup plus basses qui …

 Surgélation : Innover pour relever les défisL’Ifip teste un surgélateur rapide pour préserver les qualités des viandes et des produits transformésAir Products améliore encore les performances de surgélationSurgélation et refroidissement : Nexelia, la solution tout-en-un d’Air LiquideTrois nouveaux équipements autour de la surgélation et du refroidissementSurgélation : Cryopulsion, InFlavor et I’Impingement, trois procédés à suivre
Surgélation : Innover pour relever les défisL’Ifip teste un surgélateur rapide pour préserver les qualités des viandes et des produits transformésAir Products améliore encore les performances de surgélationSurgélation et refroidissement : Nexelia, la solution tout-en-un d’Air LiquideTrois nouveaux équipements autour de la surgélation et du refroidissementSurgélation : Cryopulsion, InFlavor et I’Impingement, trois procédés à suivre La surgélation est utilisée depuis des années pour conserver les produits alimentaires de façon sûre. Aujourd’hui, les consommateurs restent en attente de produits surgelés sains dont la qualité et la valeur nutritionnelle intrinsèques restent préservées.
A cet effet, de nombreux fabricants d’aliments surgelés ont intégré des solutions cryogéniques en raison de leurs températures de surgélation beaucoup plus basses qui préservent mieux la texture, la couleur, la saveur et les atouts nutritionnels d’origine du produit, tout en garantissant une meilleure qualité du fait de la plus grande rapidité du processus de surgélation.
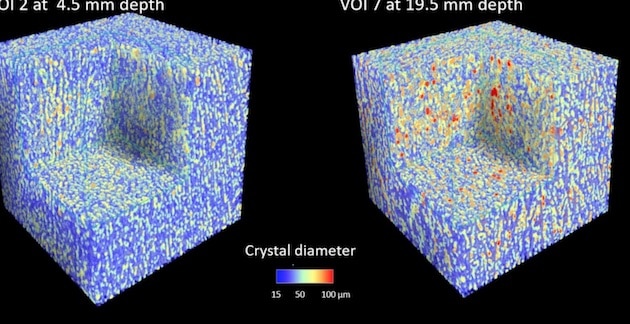
Processus qui implique la formation de cristaux, pouvant impacter fortement la texture, le goût ou encore la couleur de l’aliment à la décongélation. Les recherches portent essentiellement aujourd’hui sur la réduction voire la disparition de ces cristaux de glace. Tout l’enjeu résidant à obtenir un aliment semblable à l’original à la décongélation.
Le CAS fresh (Cells Alive System) ou le froid magnétique japonais
Le Cells Alive System est une technique qui repose sur de très basses températures de surgélation et l’exposition des aliments à un champ magnétique faible.
La technologie CAS a été mise au point par la société Abi, une petite entreprise qui a son siège à Nagareyama, dans le département de Chiba, au nord-est de Tokyo.
Grâce à ce procédé, le produit brut est conservé dans un état ultra frais sans aucun additif ou conservateur tout en préservant les qualités gustatives. Il évite ainsi entre autres le gaspillage.
Comment ça fonctionne? Cette nouvelle technologie utilise un champ magnétique pour appliquer d’infimes quantités d’énergie aux aliments. La vibration ainsi transmise aux molécules d’eau les empêche de s’agglomérer pour former des cristaux.
Cette technologie permet de produire un état de surfusion sans que l’eau ne gèle, même quand la température descend en dessous de 0 °C. Les aliments sont alors congelés en un instant avec un impact mineur. Les cristaux de glace qui se forment sont petits et les lésions des cellules et des membranes sont réduites au minimum.
Freezewave combine la congélation à faible vitesse avec l’utilisation de micro-ondes
 Le projet Freezewave concerne la congélation de produits alimentaires utilisant une technique innovante combinant congélation à faible vitesse avec l’utilisation de micro-ondes (2450 MHz).
Le projet Freezewave concerne la congélation de produits alimentaires utilisant une technique innovante combinant congélation à faible vitesse avec l’utilisation de micro-ondes (2450 MHz).
Ce concept innovant a été étudié récemment par ONIRIS; les résultats ont montré qu’une réduction de 62% de la taille moyenne des cristaux pouvait être obtenue quand des échantillons de viande de porc étaient congelés avec une assistance micro-ondes en comparaison avec des échantillons témoins.
Diminuer la taille des cristaux dans les produits alimentaires
La congélation permet d’obtenir une préservation des produits alimentaires quasiment infinie dans le temps en ce qui concerne le risque microbiologique et il est en plus écologique car il réduit les déchets alimentaires en s’accommodant avec les besoins du consommateur.
La détérioration des produits dans le temps est due aux dégâts causés par la formation des cristaux de glace et à l’exposition du milieu à des solutions concentrées par cryoconcentration.
Pour améliorer la qualité des produits alimentaires congelés, des congélations rapides sont souvent utilisées, ayant pour résultats une réduction de la taille des cristaux de glace. Cependant, une congélation rapide augmente la consommation énergétique : faible température et haut débit d’air sont nécessaires pour améliorer le transfert thermique et obtenir une congélation rapide.
Le but de ce projet est de démontrer que des faibles puissances micro-ondes combinées à une congélation lente est en mesure de diminuer la taille des cristaux dans les produits alimentaires.
Le projet Freezewave cherche à étendre et à optimiser le concept à plusieurs matrices alimentaires différentes (sauce, viande, légumes, plats préparés) ainsi qu’à dimensionner un procédé industriel. Ce projet a également pour but d’établir un réseau Européen de partenaires qui vont développer une technologie innovante de congélation.
OptiFreeze combine l’imprégnation sous vide et le champ électrique pulsé
 Grâce à une combinaison d’imprégnation sous vide (VI) et de champ électrique pulsé (PEF) dans le système de traitement OptiCept utilisant des cartouches de cryoprotecteur OptiCap, OptiFreeze a permis d’améliorer la structure, l’odeur, la couleur, le goût et le rendement de l’épinard, de la fraise ou encore la framboise.
Grâce à une combinaison d’imprégnation sous vide (VI) et de champ électrique pulsé (PEF) dans le système de traitement OptiCept utilisant des cartouches de cryoprotecteur OptiCap, OptiFreeze a permis d’améliorer la structure, l’odeur, la couleur, le goût et le rendement de l’épinard, de la fraise ou encore la framboise.
Les avantages spécifiques par fruit et légume sont les suivants: La structure, l’odeur, la couleur et le goût sont améliorés après décongélation,
L’utilisation du système de traitement OptiCept avec les cartouches de cryoprotecteur OptiCap modifie légèrement les valeurs nutritionnelles des différents fruits et légumes. Cependant, l’impact global sur la santé est insignifiant.
Comment cela fonctionne ? OptiCept traite les produits avec une pression très précisément contrôlée pour remplacer l’air dans les légumes par une quantité optimisée d’ingrédients.
Il mélange la poudre avec de l’eau dans une solution qui est introduite dans la chambre à vide. Il peut traiter 650 litres par lot, ce qui prend 10 à 15 minutes.
Le système mesure 1400 x 3 000 x 2 000 mm et est raccordé à une alimentation triphasée 16 A, à une pression d’air de 6 bars et à de l’eau douce. Le mélangeur mélange la poudre et l’eau fraîche dans une solution. La poudre est versée dans un entonnoir et est rapidement mélangée à l’eau.
Les produits sont ensuite placés dans des boîtes et sont insérés dans la chambre. Le vide est introduit et la chambre est remplie et vidée avec une solution.
Le Système PEF traite quant à lui les produits en continu dans un flux d’eau avec des impulsions haute tension. Les produits sont alimentés avec un convoyeur dans l’eau.
Après le traitement, l’eau est séparée des produits avec un convoyeur. Le client peut collecter les produits dans des boîtes ou avec une bande transporteuse supplémentaire.
Le débit et le niveau d’eau sont régulés. La conductivité de l’eau est contrôlée en diluant avec de l’eau douce. Il peut traiter jusqu’à 5 tonnes / heure selon le produit.
Le système a la taille 3100 x 1200 x 1800 mm plus le générateur. Il est raccordé au 16A triphasé, à l’eau douce et à une pression d’air de 6 bars.
Le générateur dispose de son propre bloc d’alimentation et mesure 1300 x 700 x 2200 mm. Le générateur a un minimum de 8 kV et 4 kW, mais peut être augmenté en fonction des besoins du client.
La cartouche OptiCap est une cartouche remplie de sucres naturels et de protéines antigel. La substance antigel portera des concentrations et des composés spécifiques nécessaires pour obtenir un résultat optimal pour chaque type d’aliment.


-
Entre inflation et quête de naturalité : Quelles tendances de consommation à la rentrée 2025 ?

-
Cyberattaques dans l’agroalimentaire : Une menace sous-estimée ?

-
Produits aquatiques : Un attrait confirmé, mais un positionnement de plus en plus complexe pour le marché français

-
Marché du miel en France : Entre regain de confiance, guerre des prix et bataille pour la traçabilité

-
Mieux sécuriser votre production en optimisant la traçabilité alimentaire

-
Nevastane, 100 ans d’expertise dans l’industrie agroalimentaire

-
Goya Foods a le vent en poupe avec l’ERP d’Infor

-
Découvrez les nouvelles ventouses à vide ELESA pour une automatisation optimale : Une technologie de pointe pour des solutions fiables dans divers secteurs industriels








Connectez-vous avec vos réseaux sociaux :